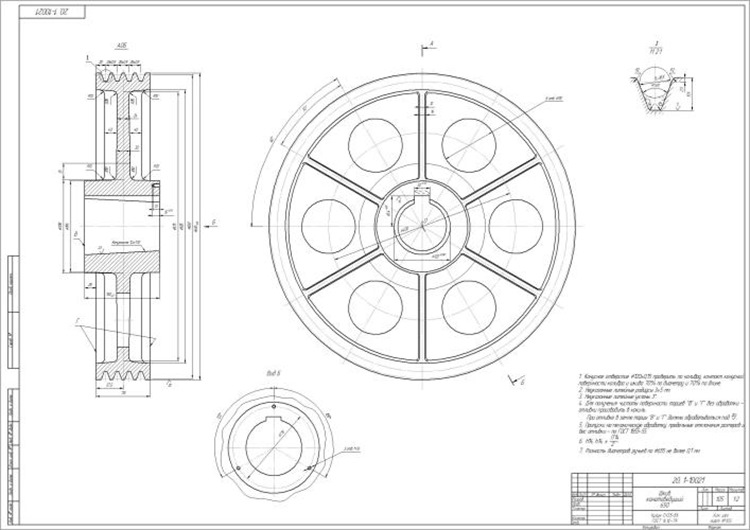
1.Конусное отверстие 120 0,15 проверить по калибру, контакт конусной поверхности калибра и шкива 70% по диаметру и 70% по длине.
2.Неуказанные литейные радиусы 35 мм.
3.Неуказанные литейные уклоны 3 .
4.Для получения чистоты поверхности торцев “В” и “Г” без обработки – отливки производить в кокиль.
При отливке в землю торцы “В” и “Г” должны обрабатываться под 20.
5.Припуски на механическую обработку, предельные отклонения размеров и вес отливки – по ГОСТ 1855-55.
6.H14, h14, .
7.Разность диаметров ручьев по 655 не более 0,1 мм.
| Формат (САПР): | .cdw (КОМПАС-3D) |
| Размер zip-архива, Mb: | 0.03 |
| К-во файлов, шт.: | 1 |
Хотите помочь сайту Pro4erk.ru развиваться? Присылайте свои чертежи +ДОБАВИТЬ