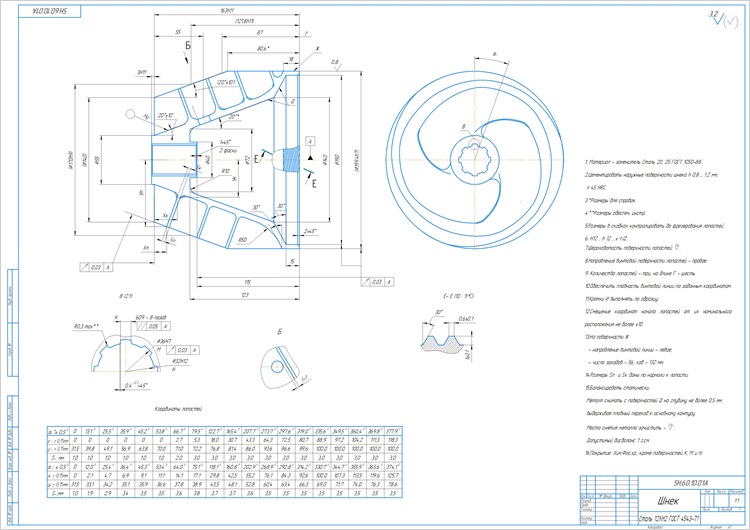
1. Материал – заменитель Сталь 20, 25 ГОСТ 1050-88.
2. Цементировать наружные поверхности шнека h 0,8 … 1,2 мм, 45 HRC.
3. *Размеры для справок.
4. **Размеры обеспеч. инстр.
5. Размеры в скобках контролировать до фрезерования лопастей. 6. Н12 ; h 12 ; t|2.
7. Шероховатость поверхности лопастей 1,6.
8. Направление винтовой поверхности лопастей – правое.
9. Количество лопастей – три, на длине Г – шесть.
10. Обеспечить плавность винтовой линии по заданным координатам.
11. Кромки И выполнять по образцу.
12.Смещение координат начала лопастей от их номинального расположения не более 10.
13. На поверхности Ж: – направление винтовой линии – левое, – число заходов – 56, ход – 132 мм.
14. Размеры Sп и Sк даны по нормали к лопасти.
15. Балансировать статически. Металл снимать с поверхностей Д на глубину не более 0,5 мм, выдерживая плавный переход к основному контуру. Места снятия металла зачистить – 1,6. Допустимый дисбаланс 1 г.см.
16. Покрытие: Хим.Фос.хр., кроме поверхностей К, М и Н.
| Формат (САПР): | .cdw (КОМПАС-3D) |
| Размер zip-архива, Mb: | 0.04 |
| К-во файлов, шт.: | 1 |
Хотите помочь сайту Pro4erk.ru развиваться? Присылайте свои чертежи +ДОБАВИТЬ