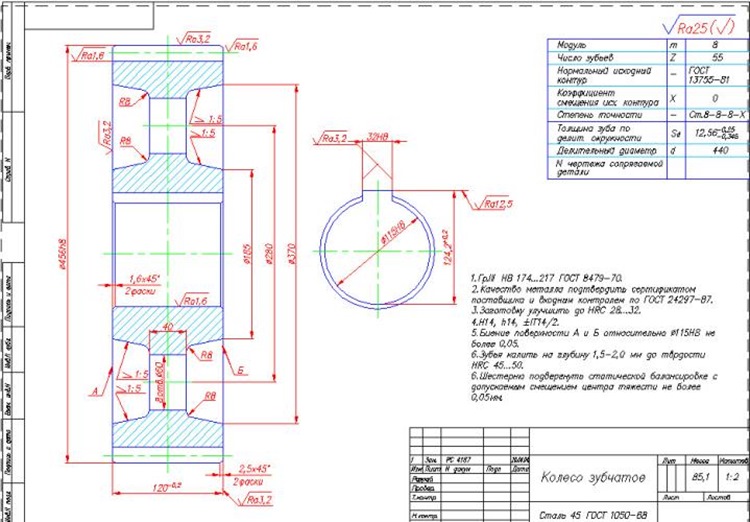
1. Гр.III НВ 174…217 ГОСТ 8479-70.
2. Качество металла подтвердить сертификатом поставщика и входным контролем по ГОСТ 24297-87.
3. Заготовку улучшить до HRC 28…32.
4. H14, h14, ±IT14/2.
5. Биение поверхности А и Б относительно ∅115H8 не более 0,05.
6. Зубья калить на глубину 1,5-2,0 мм до тврдости HRC 45…50.
6. Шестерню подвергнуть статической балансировке с допускаемым смещением центра тяжести не более 0,05мм.
| Формат (САПР): | .dwg (AutoCAD) |
| Размер zip-архива, Mb: | 0.03 |
| К-во файлов, шт.: | 1 |
Хотите помочь сайту Pro4erk.ru развиваться? Присылайте свои чертежи +ДОБАВИТЬ